 MEMBERSHIP LOGIN
MEMBERSHIP LOGIN JOIN PRI
JOIN PRISilent Titans

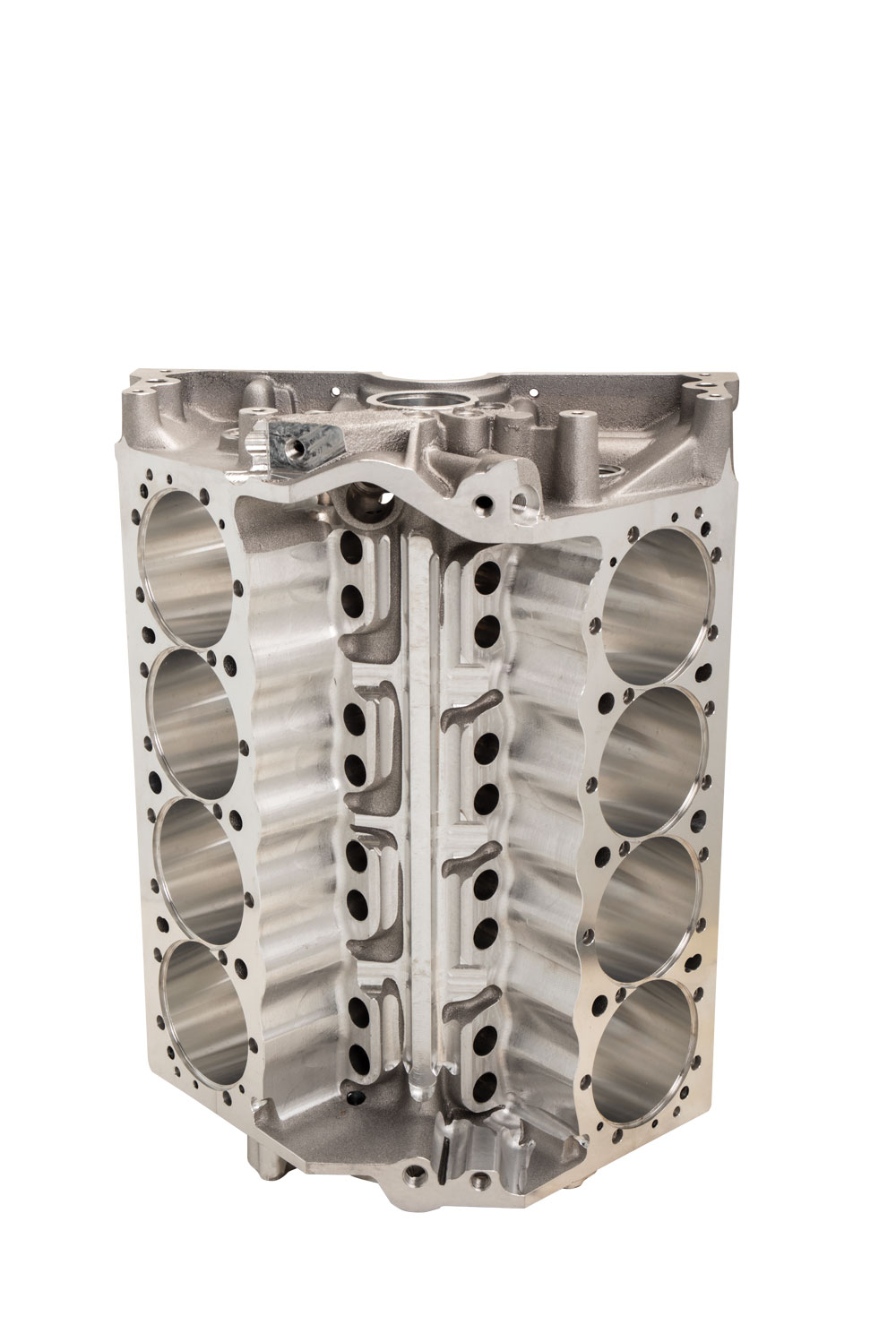
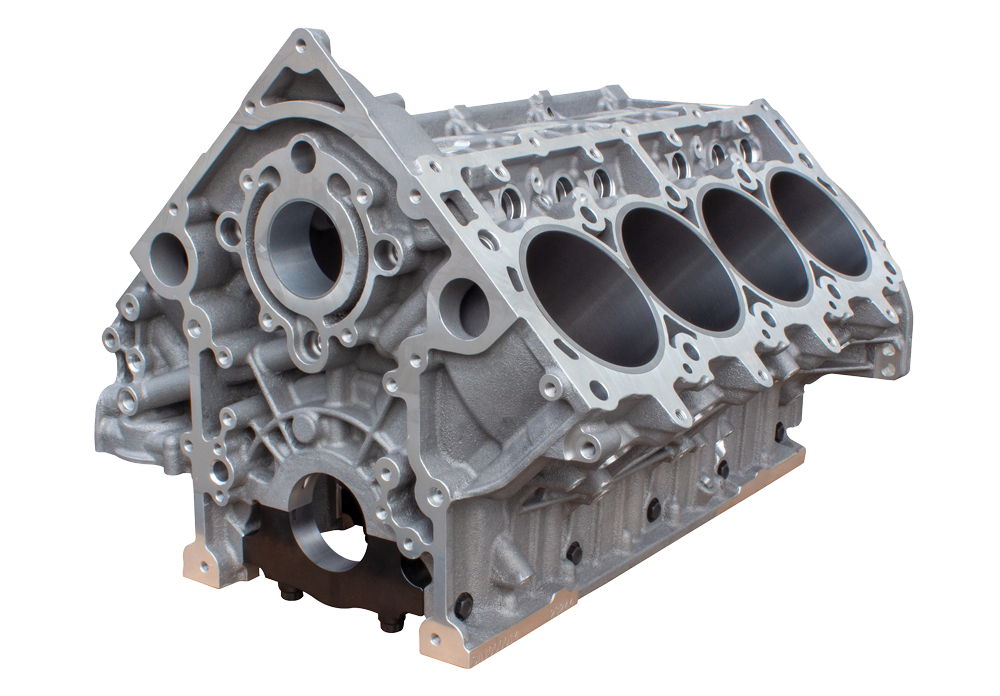
The Gen III Hemi block developed jointly by Bill Mitchell Products and Gen3 Performance Products is constructed with 356 aluminum alloy and is also available in a solid casting.
Cylinder blocks are at the core of race-engine performance, and the newest products are expected to make a significant impactin motorsports.
If recent cylinder-block development is any indication, then expect popularity of the Gen III Hemi engine family to continue growing in the performance aftermarket. Two new aluminum blocks and one iron configuration will be available this year for Mopar enthusiasts who have high-horsepower ambitions.
“In the past 10–15 years, the horsepower levels just got out of control so quickly,” said Bill Mitchell of Bill Mitchell Products, Edgewater, Florida, which partnered with Gen3 Performance Products in Smyrna, Delaware, to develop new cast aluminum blocks (both solid and water-jacketed versions) for the Hemi platform. Mitchell has also been busy making sure the rest of his block lineup will stand up to racing demands. “That’s what I’ve spent the last few years doing to all blocks, just upgrading and making them stronger where they needed to be stronger. Not that I had any issues, but why wait?”
Other new Gen III Hemi blocks will be available from Energy Manufacturing and from Dart Machinery. The racing community will also benefit from other notable cylinder block products, including upgrades to a venerable SBC iron block from World Products, a new Brodix sprint car block, a new 2JZ iron block from Dart, and a new short-deck SBC iron block for small-displacement racing applications from 1SPEC, which is a subsidiary of M&M Competition Engines. The market will also see more of the Honda K24 and Lamborghini billet blocks recently developed by Noonan Race Engineering.
The surge in new cylinder block products is a result of a shortage created by the pandemic. First, there was significant demand when racers and hot rodders revived projects after being sent home from work and a couple trillion dollars in stimulus money was injected into the national economy. But at the same time there were serious foundry issues for the block manufacturers due to rampant labor and raw materials shortages along with some casting operations being shut down completely.
“Racers are mainly asking for availability these days,” said Heath Norton of Energy Manufacturing, Fremont, Ohio. “They just want to be able to get blocks at a good price. It’s more about consistency of product and consistency of supply.”
“The whole COVID-19/supply chain issue has now pretty well sorted itself out,” added Jack McInnis of World Products, Louisville, Kentucky. “We continue to have our products cast and machined in the US. They were never done offshore.”
Focusing On Established Customer Base
One company that didn’t have to worry about securing a foundry is Brodix, as it owns its own casting and machining facility in Mena, Arkansas. The company’s newest block is designed for 410 sprint car engines and has additional features that are beneficial to engine builders in that highly competitive segment.
“The entire block scavenges the dry-sump system internally and doesn’t require any additional internal plumbing,” said Mark Fretz. “It has in and out ports on the front of the block and requires no other external tubes to scavenge the valley.”
The block is available with either 400 or 350 mains and comes in a 4.125 bore diameter. The first time the block was raced in a World of Outlaws event, it won.
“We also lightened the block more, so the overall appearance of the block is different,” added Fretz. “We’ve removed some of the unnecessary casting parts off of the block that didn’t need to be there for sprint cars. We just tried to lighten the block up as much as possible, and then we do the ultra-light machine work to the outside of the block to make it look really nice.”
The block will accept 55-mm roller bearings and either 0.904 or 0.937 lifters. There’s also a valley-pressurized oil-supply hole for spring oilers, sprint-car-style bellhousing pattern, and 0.391-inch raised camshaft tunnel.
Overall, Brodix continues to focus on a core customer base that builds traditional small and big block Chevy engines, including spread-bore versions and solid castings for select classes.
“Our engine builders aren’t looking to reinvent the wheel,” said Fretz. “They’re building bracket-race motors and they’re building for heads-up drag racing. We do a ton with the radial racing, Top Sportsman, Top Dragster. They all want a block that will hold 3,000 horsepower and make 100 runs without hurting it.”
Hemi Blocks And More
The Dart Gen III Hemi Iron Eagle block arrives a little later than expected due to foundry issues, but it went through a full development action plan that included testing and validation. The main engineering challenge was unwanted porosity in the upper sections of the block. Numerous blocks were sectioned or machined as different tooling solutions were tested. The problem was solved with a unique venting design that allowed the unwanted gasses to escape.
Some of the standard features include conventional-style main caps to help control windage, priority-main oiling, increased rigidity in critical areas, Siamese cylinder bores with extra-thick walls, available 0.500-inch head bolt upgrade, and enough clearance for a 4.050-inch stroke with steel rods. The four-bolt-main block is available with or without VVT. Among the most notable design elements are the scalloped water jackets.
“We really focused on the flow of where the water goes,” explained Jon Kempf of Dart, Warren, Michigan. “Everything is smooth. Every internal radius has a smooth edge. We may have solidified an area that was not otherwise solidified to eliminate stagnation points in the water flow, and so you don’t get any hot pockets.”
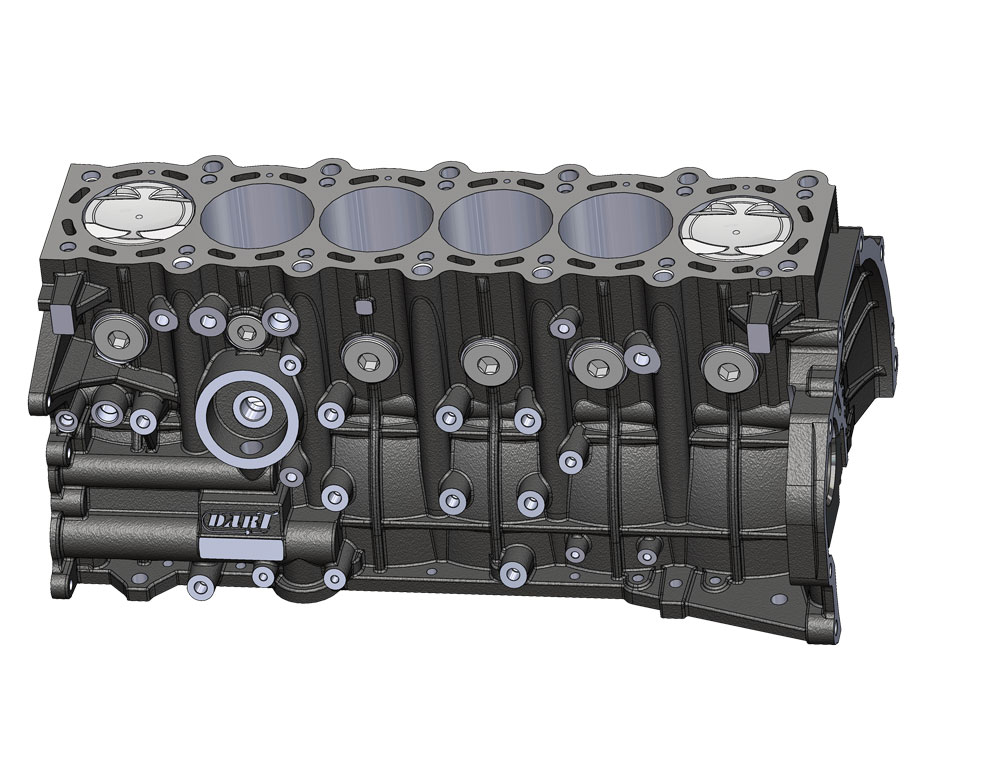
In contrast to the Mopar block, the Toyota 2JZ block development was one of the smoothest executions by the Dart team. Since the engine is an overhead-cam design, there was no cam tunnel to worry about, and there were other components typical for a V8 that didn’t need attention when working on a straight-six. Still, the goal was to produce a very strong block for high-horsepower demands.
“Through a few different manufacturing techniques, we were able to thicken the bore walls without compromising anything else. The water jackets are in their factory placement, and we’ve managed to put in well over 0.003-inch of cylinder bore wall thickness,” said Kempf. “That, plus 0.750-inch decks. We also added more material in the skirting. We also opened up the oil drain-backs, anticipating more oil is needed at 8,000-plus rpm.”
The block will also work as a replacement for the factory block, but it does boast a performance attitude. Extra attention was paid to the deck area to help reduce head gasket failures that are becoming notorious with the factory block, and the main caps are designed with four bolts, like other Dart blocks.
“You have seven mains lining up with a long crankshaft,” explained Kempf. “We needed to make this block as rigid as possible to eliminate the jump-rope effect. So far through testing, it’s been phenomenal. We’ve used the largest turbocharger and the largest wastegate that the company we’re working with has in stock for these types of applications. They said the block acts as if they’re not even leaning on it.”
Dart, as part of Race Winning Brands, will be working with sister companies to develop a crankshaft, rods, pistons, and valvetrain gear.
Filling A Void
Like many of the other block projects, the Bill Mitchell/Gen3 Performance Products collaboration was launched to fill a void in the market. Bruce Maichle of Gen3 Performance Products and High Horse Performance in Smyrna, Delaware, had been working with Rob Goss and his X275 Dodge Challenger.
“We had broken a few old factory blocks, and someone asked me if I’d seen the Mitchell block,” recalled Maichle. “I had never heard of it, so I called him and bought three that had been sitting around for some time. They weren’t making the blocks at that time, and I asked him if he’d be interested in making more.”
“We actually had the block on the back burner at that time,” said Mitchell. “Castings, tooling—all that was done. But I had my hands full when Gen3 called.”
Maichle put the block project under the Gen3 Performance Products banner and made some improvements in select areas. He also developed a solid casting for high-horsepower applications. “I know the power level we were going to go to. When you get much above 2,000 horsepower, it is really hard to keep a water-jacket block from not cracking due to the amount of stress that the head bolts put on it.”
Finding the right foundry to work with was also a challenge. The original tooling was developed in Europe. When Maichle brought the work back to the US, the pours were different with the first foundry. Now he has found a much better working partner, and both solid and water-jacket blocks are in production.
The blocks are cast using 356 aluminum alloy with the standard deck height. Billet main caps are included with the six-bolt style in the center three locations and four-bolt in the front and rear.
“By the time we hit the PRI Show this year, we’ll have plenty of blocks out there running,” promised Maichle.
The third Gen III Hemi block hitting the market was developed by Energy Manufacturing with factory Mopar engineers for the Hellephant and Drag Pak applications. The former features accommodations for the VCT solenoid and can work with the 6.2- and 6.4-liter timing set. It also has standard lifter bores and standard cam bores. The latter is not VCT capable and works only with the 6.1-liter timing set. It also upgrades to 0.937 keyway lifter bushings and 60-mm cam bore.
“Right now they’re in durability testing,” said Norton, noting that the blocks are officially licensed by Mopar and also available through Callies. “Mopar is running dyno cycles to validate the design. We’ve done some initial engine builds and dyno sessions. Now we’re doing the full durability tests.”
Energy Manufacturing also has a Gen II Hemi block with 4.800-inch bore spacing that is designed for Pro Mod and tractor pulling. It’s been under development for about 18 months and was expected to hit the market at the end of Q2.
“It’s a solid block, but we are exploring the option of a water billet block. We have enough work right now with the solid billet,” said Norton, noting that the Gen II Hemi may see a unique option in the future. “We may be exploring clamshell camshafts for that platform. Part of it is, there is not a lot of support for it in other aspects of the industry. It will probably grow, but I don’t see it happening too frequently yet.”
Norton said other cast-aluminum and billet blocks are in development but wouldn’t divulge the applications. He added that the company’s small block Ford billet block remains one of the most popular products in the current lineup.
“It definitely stands out,” said Norton. “What’s unique, it’s a small block that looks like a big block. It has a big block-style raised cam (1.237-inch), wide oil-pan rails, and Chevy bellhousing. It fights well above its weight class and does a really good job. It is a very good foundation for a pretty sweet power plant.”
One of the most sought-after blocks for sportsman racers and high-performance street applications is the Motown SBC block from World Products. Now this well-respected hardware is getting a significant upgrade. Called the Motown III, the block features a 0.700-inch-thick deck to better support the head bolts and to add rigidity to the entire structure.
“We’ve seen a demand in the circle track world. Engine builders can cut the deck down to 8.900 or 8.800 inch,” said McInnis. “Also, the front will be machined so that it can use either a standard small block camshaft or the later model step-nose type.”
Other features include standard or 0.134-inch raised-cam location, cast-in hone reliefs, nodular-iron main caps (billet-steel caps are optional), and 7/16-inch main studs. Maximum cylinder bore is 4.185 inches, and the block can support a 4.000-inch crankshaft. Finally, the Motown III offers priority-main oiling with cross-feed lines between the right and left oil galleries, and it can be set up for either wet- or dry-sump operation.
Changes On A Whim
While the Motown III targets a wide range of users, another iron block is designed for a select group of racers. The 1SPEC Evolution short/mid-deck block is for
small-displacement applications such as Comp Eliminator and land-speed attempts. Right now the company is evaluating the market before ordering the tooling and casting the first run.
“It’s taken off. We’ve gotten a lot of deposits, a lot of interest in it,” said Scott Patton of M&M Competition Engines, Franklin, Indiana, the parent company of 1SPEC, noting this new block is modeled off what was known as the GM Aurora block that is hard to find in race-worthy condition these days. “We’ve got the block 100% designed and engineered. We’re just waiting for the order numbers to get it off the ground and running.”
The shortest deck that can be machined on a standard SBC block is around 8.800-inch. The short version of the new 1SPEC block can be machined between 8.000 and 8.500 inches, while the mid-deck version works from 8.500 to 9.000 inches. Both have the cam raised 1.0535 inch and will allow up to a 70-mm roller cam bearing.
“The old Aurora block had a different bellhousing on it. If we can’t drastically improve a product, we don’t venture out into it,” said Patton. “Ours has a standard bellhousing. Our block also accepts Jesel cartridge lifters in all 16 positions. That’s a huge improvement for guys running extremely high rpm. We can also put up to nine cam bearings in this block.”

Other features include standard 4.400-inch bore spacing, a wide pan rail, two-piece rear main seal, and a choice of 283, 350, or 400 main journal sizes. Maximum cylinder bore is 4.200 inch, and engine builders can go as low as 250 cubic inches with this block.
“The primary use for the block is probably going to be Comp-style drag racing. But the Australian Pro Stock guys like to run that shorter deck as well. I also see this block being pretty heavy in some of the Bonneville classes,” said Patton.
With the likelihood of short production runs, innovations like 3D printing the cores is a possibility. “That is an option. In a lot of our projects, we do kind of a hybrid as far as our tooling and cores are concerned, depending on how complex the core is,” said Patton. “For some cores, that’s the only way you can produce them. Also, we make our own core boxes. We can make changes quickly and on a whim.”
Looks As Well As Performance
As far as cylinder-block aesthetics goes, Noonan is the likely winner of the under-hood bling award. Its Honda K24 and Lamborghini billet-aluminum blocks are polished gems in the aftermarket jewelry store. While conventional wisdom dictates that the Honda block has generous market potential, the Lambo V10 block place appears quite esoteric.
“We kind of thought the same thing initially. But in reality, we’ve actually sold out of every production run that we’ve made of them so far,” said Barry Pettit. “It was a good product for us to sink our teeth into as a challenge for the team because it is the most complex part that we make. So it really wasn’t the quantity of customer requests. It was the quality of customer requests.”
The Honda block can be ordered solid or with water jackets and allows a max bore of 88 mm. Maximum stroke is 106 mm with steel rods. Other features include 0.500-inch head studs, four-bolt mains in the center three locations, and compatibility with all factory engine and accessory mounts. The 5.2-liter Lamborghini block offers improved oiling and cooling systems, increased deck thickness, and a more rigid main-cap girdle.
Noonan’s most popular application remains the 4.9-inch bore-space Hemi. “It’s engineered exclusively for the drag racing world. You’ll see it in at least 50% of the cars at big outlaw Pro Mod type races,” said Pettit.
The traditional 4.800-inch bore-center Gen II Hemi platform had numerous limitations with cylinder-head sealing, valvetrain angles, and other issues. Also, boost levels were increasing, and rpm levels were climbing fast.
“It was a perfect opportunity to re-engineer that platform and make it a more durable piece for customers at the race track. It’s also more serviceable, as well,” said Pettit. “We were very fortunate that once we had our prototype complete and ran our checks and balances, we got it in a customer’s car and set a record with it the first weekend. From there, it was pretty much on its way.”
Customer Feedback
As cylinder block manufacturers continue to improve products, it’s important to note that they still need honest and positive feedback from the customers.
“When we make an engine block, we don’t always know the exact combination that everybody’s going to run, right? It’s very easy to think that every combination out there is a common combination,” warned Pettit. “But we are seeing a lot of customers who want a block to arrive and be pre-rod notched and everything ready to go. From a manufacturer’s standpoint, that’s almost an impossible thing to chase, although we do try.
“At the end of the day, we are all in the motorsports industry, which evolves at a rapid pace,” continued Pettit. “So my advice to engine builders is to not be complacent. Whether it is Noonan or any other manufacturer, inspect every part and how it fits within the engine. And always ask yourself if the combination is correct for your application.”
SOURCES
1SPEC
1spec.net
Bill Mitchell Products
billmitchellproducts.com
Brodix
brodix.com
Dart Machinery
dartheads.com
Energy Manufacturing
energymanufacturing.com
Gen3 Performance Products
facebook.com/Gen3PerformanceProducts
M&M Competition Engines
mmcompetitionengines.com
Noonan Race Engineering
noonanrace.com
World Products
pbm-erson.com


